Как делают пластиковые окна. Полный цикл изготовления на примере завода Kaleva
Окна российского производителя Kaleva известны как в нашей стране, так и за её пределами. С момента своего основания компания изготавливает продукцию самого высокого класса, выполняя полный цикл работ: от самостоятельного производства профиля, до сборки элементов в готовую конструкцию.
Производственный процесс максимально автоматизирован, а лаборатория качества контролирует все этапы изготовления. Специалисты Kaleva постоянно работают над созданием новых моделей, характеристики которых позволяют без последствий переносить капризный климат российских регионов и долгое время выдерживать значительные колебания температур (от – 30°С до +30°С) в зависимости от сезона. Отечественные производители предъявляют к своей продукции более строгие требования, чем компании, занимающиеся изготовлением окон в Европе.

Стоит отметить, что предприятие Kaleva реализует окна только частным лицам и принципиально не сотрудничает с подрядными и строительными организациями. Объясняется это тем, что оптовики и крупные строители не заинтересованы в приобретении и установке в зданиях качественных окон. Они стремятся купить дешевле и больше за минимальную стоимость, не заботясь о комфорте будущих обитателей (так называемый эконом вариант). По этой причине завод не «гонит» потоком стандартные конструкции типового размера, а работает с каждым заказом индивидуально.
Индивидуальный подход практически не сказывается на стоимости конечного изделия, так как высокая автоматизация большинства процессов позволяет значительно снизить его себестоимость.
Давайте же разберемся, как устроено производство пластиковых окон.
Из статьи Вы узнаете:
Производство пластикового профиля

Без профиля, надежно обрамляющего оконный стеклопакет, не обходится ни одно современное бытовое окно. Оно служит своеобразной основой и опорой для стеклянных полотен, а поэтому при его изготовлении нужно учитывать множество значений:
- Уровень изменения объема при температурных колебаниях – коэффициент линейного расширения.
- Надежность – величину максимальных статических и динамических нагрузок.
- Возможность сделать раму максимально узкой – для увеличения рабочей площади конструкции и.т.д.
Правильно рассчитать и соотнести все параметры непросто, а поэтому большинство псевдо-производителей окон работает с готовыми покупными профилями, не заморачиваясь с трудоемким процессом. Они лишь собирают конструкции из готовых профилей и стеклопакетов, а затем продают их покупателям.
На заводе Kaleva производственный процесс организован в полном объеме, включая и экструзионные линии для изготовления пластиковых профилей.
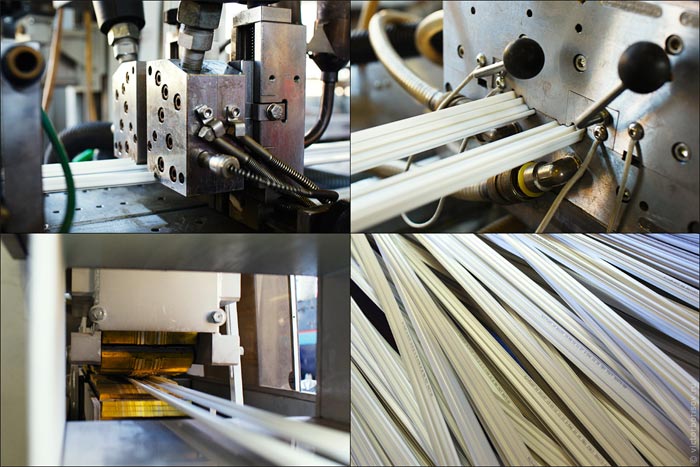
Экструзионная линия

Составляющие линии: экструдер, калибрационный стол, протягивающее устройство, отрезная пила, приёмный стол. P.S. А ведь на кого-то смотрит…
Линия, служащая для производства профилей, состоит из следующих элементов: экструдера, стола для калибровки, протягивающего устройства, пилы для обрезания профиля, стола для приемки.

Сырье для производства — гранулированный или порошкообразный ПВХ
Производятся профили из поливинилхлорида, находящегося в порошкообразном или гранулированном виде. Для экономии материала и максимального снижения количества отходов, в производстве используют также остатки переработанного профиля. Остатки образуются при распиле готового полуфабриката, а также после пробного прогона линии и вывода её на работу по заданным параметрам (достижения нужного уровня белизны и блеска поверхности). Иногда при настройке в отходы уходит до 200 метров профиля, зато после неё производство может не останавливаться в течение нескольких дней.
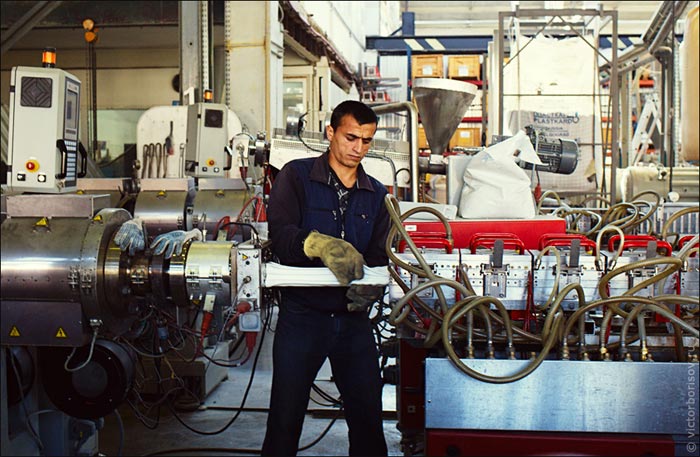
Запуск экструзионной линии
Одним из важнейших моментов в работе является запуск всей линии. Она может работать несколько дней и останавливаться только для очистки станков или для перенастройки на профили другого вида. После обработки в экструдере, сырой поливинилхлорид попадает в калибраторы. Правильное направление, как правило, задается вручную.
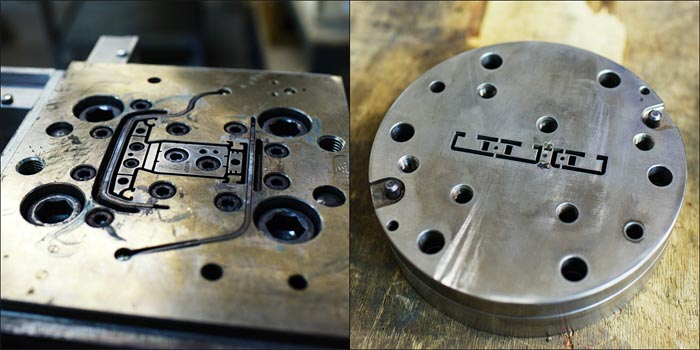
Экструдер состоит из несколько пластин (фильер), через которые выдавливается расплавленная масса ПВХ
Экструдер представляет собой совокупность плоских дисков или пластин с отверстиями, через которые продавливается размягченный ПВХ. Отверстия в пластинах задают форму, которую будет иметь профиль.
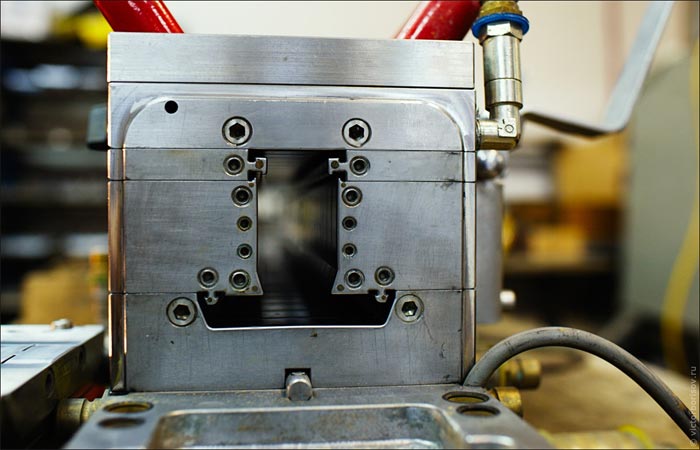
Прошедшая экструдерер заготовка подается на калибрацонные столы, состоящие из нескольких калибраторов. Вакуумная среда в этих устройствах притягивает расплавленный материал к поверхностям, улучшающим форму.
Так выглядит калибратор
Чем больше калибраторов установлено на столах, тем качественней получается готовый профиль.
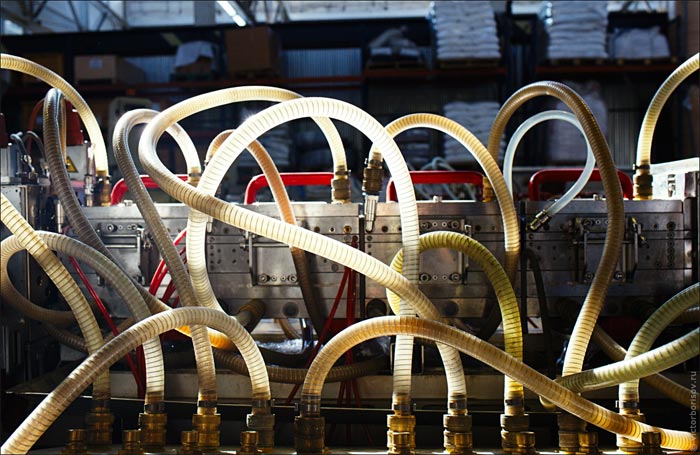
Охлаждающая профиль ванна
После окончательной формовки профили охлаждают в специальных ванных, где постоянно циркулирует холодная вода. Вода для охлаждения проходит несколько ступеней очистки, так как даже маленькая крошка, случайно попавшая на незастывший материал, может испортить профиль. Если такое произошло – вся заготовка отбраковывается и пускается в повторную переработку.

Устройство, вытягивающее уже готовый профиль
После калибровки и охлаждения профиль попадает в протягивающее устройство, где его автоматически вытягивают до нужного размера. Очень важно следить за соответствием скорости выхода заготовки из экструдера и скорости его протяжки – если они не будут одинаковыми, то может нарушиться форма и размеры профиля. На заводе Kaleva процессом управляет специальный сервер, который при необходимости вносит изменения в движение.

Нарезка профиля с использованием пилы
После вытяжки профиль нарезается на заготовки 6-ти метровой длины при помощи автоматической отрезной пилы. Скорость нарезки очень высока, а процесс не требует остановки линии, поскольку инструмент продвигается одновременно поступающим профилем.
Производство штапиков

Линия по производству штапиков
Линия по изготовлению укрепляющих реек для пластикового окна работает параллельно с производством профилей.
Экструзионная линия по работе со штапиками
Как и в основном производстве, процесс начинает линия экструзии, однако операция на ней проходит в два этапа. На первом этапе изготавливается твердая основа изделия, а затем на неё наплавляется менее жесткий материал. Дальнейший процесс практически не отличается от производства профилей.
Проверка качества

Лаборатория контроля качества
После изготовления каждая партия изделий попадает в лабораторию по контролю качества, которая располагается в отдельном помещении. Её специалисты берут пробы для проверки разных параметров: прочности изделия (в нормальных условиях и при охлаждении), прочности соединительных швов, коэффициента белизны поверхности и других. При непрерывной работе линии образцы для проверки берутся неоднократно в течение суток.
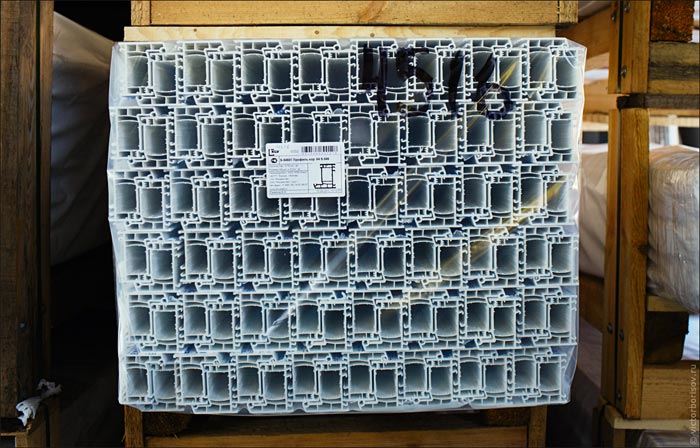
Складированные готовые ПВХ профили будущего окна
Готовый профиль хранят на специальных поддонах.
Изготовление цветных профилей

Возможная цветовая гамма профилей
Так как покупатели все чаще обращают внимание на цветные профили, компания наладила выпуск изделий бежевого и коричневого (темного) оттенков, окраска которых производится в расплавленном состоянии. При изготовлении окон другого цвета используется ламинирующая пленка. Она же позволяет выпускать рамы с эффектом натурального дерева или придавать им другую объемную фактуру.

Станок, работающий с ламинирующей пленкой
Цветную пленку для рам производитель поставляет в рулонах шириной 50 см и длиной 550-600 метров. На производстве её разрезают в соответствии с размерами, необходимыми для конкретного профиля. При таком подходе пленка используется практически полностью и отходов не остается.
Тот же станок в действии
Перед наклеиванием ламинированной пленки, профиль нагревают специальными лампами и тепловыми пушками. Важно следить за тем, чтобы на поверхность заготовки не попала пыль и мелкий мусор. Пленку смазывают клеем, накладывают на профиль и создают давление для склеивания. После завершения процесса излишки клея убирают с рамы. После полного высыхания пленка так крепко приклеивается к профилю, что оторвать её становится невозможно.

Окрашенный профиль
Окна с цветными рамами, как правило, используют в загородных домах или внутри помещений со специфическим дизайном. На заказ производитель изготовит окно из профиля любого оттенка, входящего в международную таблицу цветов RAL. В этом случае окрашиваться будет ПВХ в расплавленном состоянии специальными красителями, предназначенными для синтетических материалов.
Участок сборки

Цех сборки
Кроме пластикового профиля, важную роль в конструкции играют профили из стали. Они делают окно прочным и жестким. Ленточной пилой металлическим заготовкам придают нужную длину и устанавливают их внутрь пластикового профиля. Подобным способом укрепляют практически все рамные окна. В створках размещают более легкий усеченный профиль.
В некоторых современных моделях стеклопакет вклеивают прямо в пластиковый профиль для увеличения площади остекления. В этом случае он и является дополнительным укрепляющим элементом.
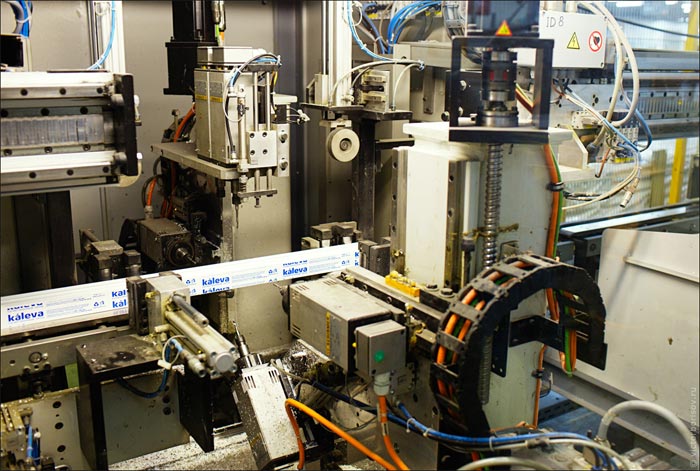
Резка отдельных элементов будущего окна
Нарезка готового профиля на заготовки нужной длины и установка в него стального профиля на заводе практически полностью автоматизирована.
Все элементы окна маркируются – на них наносятся данные о размере и заказчике. На специальное табло поступают данные для оператора, информирующие о последовательности движения заготовок и их размерах. На фотографиях можно увидеть стикеры с информацией, приклеиваемые на изделия, а также последовательность укладки элементов для их дальнейшей развозки.

Cтанок укладывает профиль для последующего развоза по отделам
Автоматизированные системы сами высчитывают требующиеся габариты окна и сваривают детали одновременно с четырех сторон. Это обеспечивает безупречную ровность углов и идеальную форму изделия.

Место работы оператора по нарезке пластикового профиля
Оператор линии следит лишь за тем, чтобы части конструкции присутствовали со всех сторон и были правильно там разложены. Нагрев и сжатие деталей умная машина производит самостоятельно.

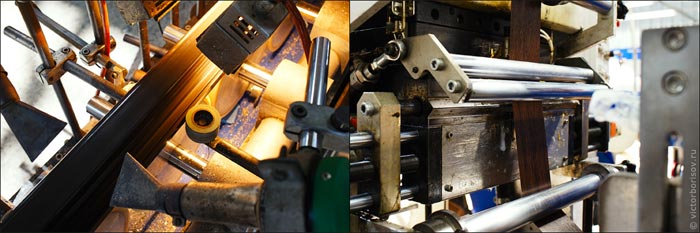
Автоматический нагрев торцевых сторон профиля и его сжатие
Склеенную раму конвейер передает на автоматическую площадку для зачистки швов.

На зачистку, становись!
В этом же цеху производят импосты – вертикальные профили, устанавливаемые в оконные проемы. Они могут выполнять чисто декорирующую роль или быть полезными и функциональными элементами: повышать надежность закрывания створок, увеличивать жесткость и прочность конструкции.

Изготовление импоста – перегородки между створками в окнах
Импосты в окна монтируют в ручном режиме.

Подгонка и установка импоста
После импостов окно снабжается уплотнителем – эта работа тоже производится вручную.

Крепление уплотнителя по периметру рамы занимает у рабочего не больше минуты
Завершающая стадия – оснащение изделия фурнитурой и запорными устройствами. Операция автоматизирована полностью.

Конечный этап – установка фурнитурных механизмов
На этом производство рамы завершено.
Изготовление и установка стеклопакета

Стекловозы доставляют на завод заготовки стекла в 5 часов утра
Для производства стеклопакетов используют специальные ударопрочные стекла, которые поступают на производство в виде больших полотен, размером 6,0 х 3,21 м. Стекла таких габаритов относятся к Jumbo формату. Для того чтобы доставить хрупкие изделия на место без повреждений используются специальные фуры-стекловозы, которые имеют особую конструкцию подвесок и внутреннего помещения под грузы, расположенного между передними и задними осями.

Раскрой стекла по данным, обозначенным в программе резки
Разметка и разрезание стекла производятся автоматически. Умный компьютер осуществляет сложные расчеты таким образом, что в результате рабочего процесса практически не остается остатков. Он автоматически анализирует все имеющиеся заявки и оптимально планирует расход материала. Машина способна самостоятельно нарезать стекла любых габаритов и формы: круги, овалы, дуги, сложные орнаменты. Во время работы поверхность стекла смачивается специальным раствором, облегчающим резку и отделение готовых элементов.

Перед оператором на дисплее схема резки листа
Работник на мониторе видит план нарезки и пронумерованные участки для складывания отрезанных заготовок. Розовая подсветка отмечает линию, над которой ведется работа.
После вырезки стекла устанавливают в специальные пронумерованные секции мобильных стеллажей и увозят на сборку.

Транспортировка нарезанных стекол
Внутреннему разделителю между стеклами (спейсеру) автоматика придает форму прямоугольников. В процессе установки в его полость засыпается влагопоглотитель силика-гель, который не дает отсыревать стеклопакету изнутри. Делается это для того, чтобы воздух (или газ) внутри всегда был сухим и не образовывался конденсат из-за температурных колебаний или изменения давления.

Спейсеры (планочки слева) автоматически сгибаются в прямоугольники
Поверхность спейсера обрабатывают клеем.

На спейсер наносится клеевой состав
В это же время стекла автоматически очищаются на мойке.

На помойку стекол, становись!
К одному из чистых стекол вручную приклеивается спейсер.

Приклейка спейсера к нужному стеклу
В целях повышения теплоизоляции, промежуток между полотнами стеклопакета заполняется аргоном. Сразу после процедуры стекла плотно сжимают, а стыки заделывают герметиком.

Аргон закачивается в стеклопакет под давлением
Готовый стеклопакет отправляется в сушильную камеру.
Приготовление к монтажу стеклопакета

Подготовка к установке стеклопакета
Стеклопакет в раме дополнительно укрепляют штапиком.
Готовое изделие закрывают пленкой, в целях предотвращения попадания на него мусора и пыли в процессе доставки до места установки.

Фиксация стеклопакета штапиком (уменьшаются шансы выпадения стекол)
Перед тем как окно отправляют покупателю, оно проходит испытания в лаборатории. Готовое изделие проверяют на устойчивость к изменениям температуры, герметичность, прозрачность и уровень искажения стеклопакета, стойкость к воздействию бытовых химикатов, качество работы фурнитуры и т.д.

Каждая конструкция обертывается пленкой – своеобразная защита от пыли и загрязнений
Одна из продвинутых разработок компании – окно с внутренними жалюзями. Жалюзи расположены внутри стеклопакета и поэтому не пачкаются, не повреждаются и управляются магнитной системой прямо через стекло. В массовое производство такое окно пока не поступило, но в ближайшее время возможен его серийный выпуск, если испытание опытной партии пройдет хорошо.

Испытательная лаборатория. Столько всего….
В цеху, где производят нестандартные окна по индивидуальным заказам, в большей степени, используется ручной труд. Хотя значительная часть операций и механизирована, имеется комплекс действий, которые требуют выполнения вручную.

Модный вариант стеклопакета – уже со встроенными между стеклами жалюзи
Фотография ниже показывает, как выставляются углы при разрезании элементов для изделия специфической формы.
Профиль под окна нестандартной формы
Именно в этом цеху производят окна круглой, арочной и фигурной формы. Это не так сложно, как кажется. На специальной поверхности профили для фигурной формы собирают, в них вставляют эластичные шнуры, а затем опускают в емкость с горячим глицерином (глицерин используют потому, что он закипает при температуре большей, чем вода). Размягченный профиль вынимают из ванны, придают ему нужную форму и оставляют остывать.

Мастера гнут профиль
Остывшие заготовки сваривают, швы зачищают.

Сварка и зачистка швов
Стеклопакеты закрепляют штапиками, устанавливают фурнитуру – окно необычной формы готово!

Закрепление уплотнительных резинок и всего остального
Если коротко, то именно так выглядят основные этапы и технология производства современных ПВХ окон. Для тех, кто хочет ознакомиться с технологиями более подробно, существует официальный сайт компании, где размещено еще больше интересной и полезной информации.
Окна ПВХ: технология производства

Пластиковые окна уже давно не диковинка для наших соотечественников. Они становятся неотъемлемой частью жилых домов, офисов, зданий административного назначения. Едва ли найдется кто-то, кто никогда не видел их и ничего не слышал о таких изделиях. Вместе с тем есть немало тех, кто не знает, как и из каких материалов делают окна ПВХ и какие технологии используют.
Как как делают стеклопакеты и окна: технология производства
- стеклопакет;
- профиль;
- фурнитура.
В настоящее время не составит труда узнать, как делают стеклопакеты — видео процесса доступны не только для профессионалов, но и для всех пользователей Интернета.
- Резка стекла по нужным размерам.
- Мойка стекол.
- Резка дистанционной рамки, на которой крепится стекло.
- Засыпание влагопоглотителя в дистанционную рейку.
- Сборка контура стеклопакета.
- Первичная герметизация — нанесение уплотнителей.
- Сборка стеклопакета (вставка стекол).
- Обжим.
Вторичная герметизация и заполнение инертным газом
- устойчивость к температурным колебаниям,
- минимальные размеры переплета,
- способность выдерживать динамические и статические нагрузки и т. д.
Оконный профиль
Как правило, компании приобретают готовый профиль, который используют при сборке окон. Если вас интересует, как делают профили для окон, видео, иллюстрирующее весь процесс, поможет вам вникнуть в детали.
Процедура изготовления профиля такова
На начальной стадии необходимо раскроить заготовки. При помощи мощной электрической пилы их разрезают под углом в 45 градусов. Так формируют основу окна — створки и рамы.
На следующем этапе происходит сварка. Оконную конструкцию фиксируют на специальном станке, нагревают до 250 градусов. Раскаленный профиль сжимают прессом на протяжении 20–30 секунд. Процедуру проделывают дважды — с обеих сторон. Когда прочность соединения достигнет нормы, можно перейти к удалению наплывов, которые образуются в процессе сварки. Все ненужные элементы зачищают при помощи углозачистной машины.
Следующий этап — создание импоста. Это своего рода «ребро жесткости», усиливающее сопротивляемость повышенным нагрузкам, ураганным ветрам и т. п. В нем просверливают отверстия для болтов и укрепляют их специальным герметиком. Такая технология обеспечивает максимальную прочность конструкции и минимизирует риски выпадения болтов. После завершения работ с импостом переходят к укладке резинового уплотнителя и установке фурнитуры — петли, запорные механизмы, блокираторы, цапфы, ручки и т. д.
Подкорректировав фурнитуру по заданным параметрам, можно переходить к креплению подоконника, а также к установке отлива (часть окна, которая выступает с его наружной стороны и отводит воду).
Вслед за этим необходимо соединить створки с оконным профилем
Стеклопакет крепится к профилю при помощи штапиков. Это своего рода фиксаторы, которые надежно удерживают стекло и не позволяют ему расшататься. Штапики и специальные колодки необходимо разместить по всему периметру оконной рамы. На заключительной стадии останется лишь поставить знаки качества, обернуть окна в пленку и подготовить их к транспортировке из цеха на склад, в точки продаж или непосредственно к конечному потребителю. Для каждого, кто хочет сделать понятной, простой и наглядной процедуру того, как делают окна ПВХ, видео производственного процесса станет настоящей находкой. Визуальное восприятие гораздо эффективнее, чем при прочтении сотни письменных инструкций.
Изготовление пластиковых окон
Производство окон ПВХ является довольно-таки сложным и многоэтапным процессом. Технология изготовления евроокон предусматривает использование нескольких зон производства. Одной из наиболее важных зон является участок заготовки. Именно здесь осуществляется резка и мойка стекла, а также сборка контура, заполнение влагопоглотителя и нанесение первого слоя герметизации.
Изготовление деревянных окон также выполняеься на участке сборки. На этой стадии осуществляется отжим стеклопакета для обеспечения максимального уровня герметичности. Следующий герметизирующий слой наносится уже на участке герметизации. Наконец, на последнем этапе изготовления ПВХ окон выполняется визуальный мониторинг качества полученной продукции. Кроме вышеперечисленных участков, процесс изготовления предусматривает наличие участков сварки, зачистки углов, монтажа импостов, уплотнителей, фурнитуры и стеклопакетов. В целом данный процесс включается в себя целый ряд необходимых технологических операций, которые должны проводиться на разных участках в заданной последовательности.
Содержание [Скрыть]
- Технология изготовления окон из ПВХ профиля
- Распил ПВХ профиля
- Установка стального вкладыша
- Скрепление ПВХ профиля в рамы и створки
- Установка фурнитуры на окна ПВХ
- Остекление окна, установка стеклопакета
- Изготовление арочных пластиковых окон
- Стеклопакеты с отверстием под кондиционер
- Стеклопакеты с отверстием под вентилятор
Среди особенностей технологии производственного процесса необходимо обязательно отметить, что для изготовления применяются исключительно полые профили, имеющие несколько камер. Причем в производственном процессе отдельного ПВХ окна применяется заданный набор профилей. Они делятся на два типа – основные и доборные. Второй вариант предоставляет возможность осуществлять установку окон со стеклопакетами быстрее и качественнее. В целом на практике применяются различные варианты профилей. Например, могут использоваться профили не только для вертикальных, но и горизонтальных импостов. Также необходимо сделать акцент на том, что применяются профили для створок, монтируемых в один уровень с рамой, полотен балконных дверей и т.д.

Рис. 1. Цех для производства пластиковых окон.
Технология изготовления окон из ПВХ профиля
Как говорилось выше, технология производства окон из ПВХ профиля – это многоэтапный процесс. Среди основных производственных этапов, прежде всего, стоит отметить распил пластикового профиля, армирование, а также крепеж профилей в створки и оконную раму. Кроме того, стоит выделить этапы установки необходимой фурнитуры и непосредственно стеклопакета. Однако перед выполнением вышеперечисленных процессов также осуществляется поставка профиля от производителя в производственный цех. Поставка обычно выполняется большими паллетами. Для изготовления оконной конструкции рама, створка, штапик и импост нарезаются на заготовки необходимых размеров согласно техническому заданию. После этого они отправляются на участок распила.
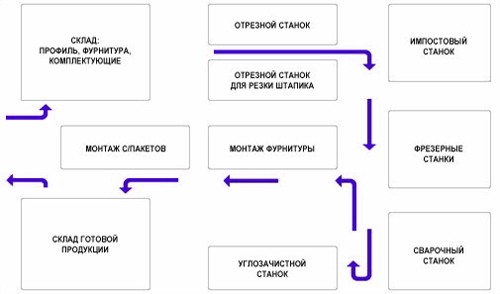
Рис. 2. Технологическая линия по производству пластиковых окон.
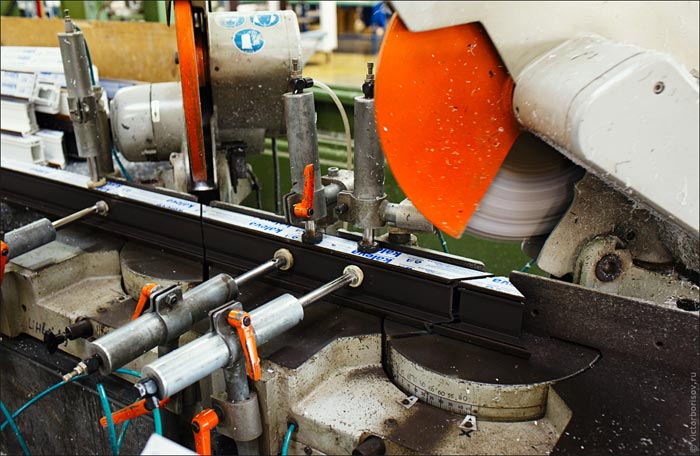
Распил ПВХ профиля
Распил пластикового профиля на специальных станках осуществляется под углом 45 градусов. Профиль, предназначенный для производства пластиковых окон, как правило, имеет внутренние полости. Они необходимы для придания конструкции морозоустойчивых качеств. В процесс распила профиля очень важно контролировать точность. Это обусловлено тем, что точность является одним из наиболее важных условий качественной сварки. При распиле ПВХ профиля также стоит обращать внимание на такие параметры, как длина заготовки, чистота поверхности среза и угол реза. Полученные профили не должны иметь каких-либо повреждений.

Рис. 3. Станок для распила ПВХ профиля.
Установка стального вкладыша
Обработка и распил профиля предусматривает монтаж стального армирующего вкладыша. Он устанавливается в центральную камеру пластикового профиля. Установка стального вкладыша объясняется необходимостью обеспечить устойчивость конструкции к различным механическим нагрузкам. В целом армирование ПВХ является обязательным этапом производства, который обеспечивает устойчивость профиля к изменениям температурного режима. Монтаж армирующего профиля выполняется в соответствие с маркировкой на автоматическом шуруповерте. После этого завершается подготовительный процесс, и заготовка отправляется на участок сварки.

Рис. 4. Способы армирования.
Скрепление ПВХ профиля в рамы и створки
После завершения процесса армирования пластиковый профиль должен быть сформирован в цельную оконную конструкцию: створку или раму. Чаще всего для выполнения этой цели проводятся сварочные работы. Полученные заготовки отправляются на специальный сварочный аппарат в необходимой последовательности. Там края заготовок нагреваются до необходимой температуры плавления. За счет этого они скрепляются друг с другом. Таким образом, образовывается прочный шов. Но стоит учитывать, что подобные швы не отличаются эстетичностью. Для того чтобы удалить лишний наплыв пластика применяются фрезерные станки.
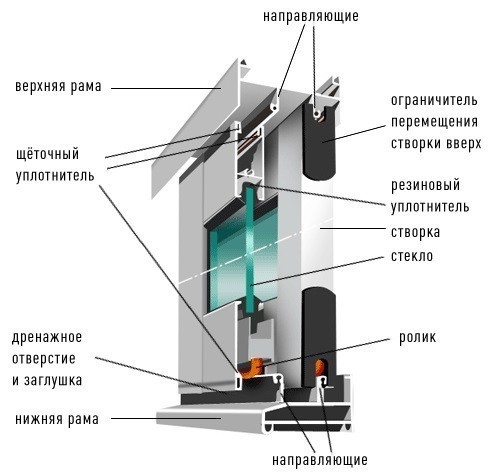
Рис. 5. Основные элементы пластикового окна.
Установка фурнитуры на окна ПВХ
Следующий производственный этап – установка фурнитуры. Она необходима для обеспечения возможности открывания и запирания створок окна. Другими словами, фурнитурные элементы обеспечивают возможность регулировки даннойконструкции. К наиболее популярным фурнитурным элементам принято относить ручки, замки, петли, заглушки, защелки и т.д. Эти элементы могут быть монтированы как на створку, так и на оконную раму. В процессе монтажа фурнитуры необходимо, чтобы все элементы на створке соответствовали таким же элементам на оконной раме. Стоит только лишь добавить, что данные процессы проводятся по заранее созданным эскизам.
Рис. 6. Фурнитура для ПВХ окон.
Остекление окна, установка стеклопакета
Завершающим процессом производства пластиковых окон является установка стеклопакета. В отличие от стандартных стекол, стеклопакет представляет собой несколько листов, которые скреплены между собой и герметично запаяны. Для изготовления стеклопакетов используют различные стекла. При этом пустоты между листами обычно заполняются плотным инертным газом. За счет этого обеспечивается снижение теплопотерь. Кроме того, использование такого газа обеспечивает защиту от жаркого летнего солнца. Качество остекления должен проверить контроллер, который оценит качество защитной пленки и функциональность стеклопакета.
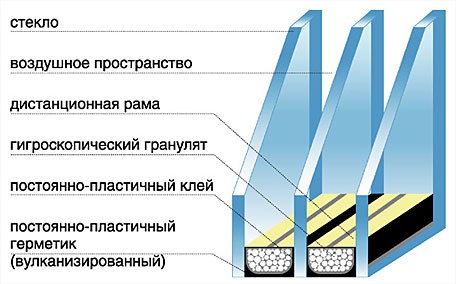
Рис. 7. Схема стандартного стеклопакета.
Изготовление арочных пластиковых окон
Технология производства арочных окон предусматривает выполнение на порядок большего количества операций, чем при изготовлении пластиковых евроокон. Одним из наиболее важных процессов является гнутье ПВХ профиля. Этот процесс производится в соответствие с заданным радиусом, под который необходимо произвести стеклопакет. Кроме того, изготовление арочных окон предполагает сварку на станке с одной сварочной головкой. Учитывая наличие дополнительных процессов, стоимость производства арочных пластиковых окон обычно выше. Помимо этого, на цену влияет срок изготовления.

Рис. 8. Процесс производства арочного окна.
Стеклопакеты с отверстием под кондиционер
Стеклопакеты с отверстием обычно применяются для обеспечения вывода мобильного или напольного кондиционера. Необходимость в установке таких кондиционеров обычно продиктована отсутствием других выходов для кондиционера. Причиной монтажа такого стеклопакета может быть нежелание нарушать внешний вид здания, нецелесообразность затрат на установку сплит-системы и т.д. Среди особенностей подобных стеклопакетов стоит отметить, что отверстия в стеклах вырезаются индивидуально в соответствие с размером шланга кондиционера. Кроме того, такие стеклопакеты изготовляются исключительно в заводских условиях, в которых возможно соблюдение безопасности, прочности и герметичности стекла.
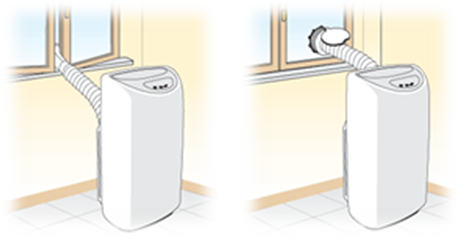
Рис. 9. Стеклопакет с отверстием под кондиционер.
Стеклопакеты с отверстием под вентилятор
Также существует возможность производства стеклопакетов с отверстием под вентилятор. Такие стеклопакеты также изготовляются по индивидуальным заказам. Стоит заметить, что подобные стеклопакеты не имеют аналогов, так как выполнить отверстие в уже готовом изделии невозможно по причине потери целостности конструкции. Помимо этого, нарушится и герметичность стекла. Изготовление и монтаж стеклопакетов с отверстием требует ювелирной работы, которую может выполнить только мастер. Поэтому не стоит самостоятельно устанавливать такие окна, а доверить этот процесс профессионалам.
Источник https://azaoknom.ru/proizvodstvo-plastikovyh-okon-polnyj-tsikl-izgotovleniya-na-primere-zavoda-kaleva.html
Источник https://www.oknarosta.ru/blog/ustroystvo_okna/okna_pvh_tehnologiya_proizvodstva/
Источник https://okna-biz.ru/praktika/izgotovlenie-plastikovyx-okon/